
坚成电子科技
坚信自我 成就未来
坚信自我 成就未来
产品分类

一、产品用途
本设备为一款通用型自动打螺丝机,可以根据不同的产品编写程序进行螺丝的锁附,更换产品只需要更换夹具即可,更换螺丝需要更换螺丝供应器。
二、产品主要技术参数
| 设备外形尺寸 | 重量 | 系统最大工作压力 | 系统额定工作压力 | 单个螺丝锁附时间 | 电源电压 |
| 650*550*650mm | 60Kg | 0.6MPa | 0.3-0.6MPa | 1.4-1.6s | AC 220 V |
三、产品特点
1、全中文界面,动态显示运行状态,直观可见的参数单位
2、自动打螺丝机具有密码保护功能,保护系统参数不被随意更改
3、程式单个校正,整体校正功能,大量节省手动做程式的时间
4、单步,自动定位功能,极大地方便程式的制作,确认及座标修复等
5、存贮100个Model,每个Model可制作16步程式!使用时可随意切换调用。
6、外置SD内存卡设备之间可以交换省去重新做程式时间
7、高效,节省人工,节约成本
四、产品的安装
设备安装时注意调节各地脚的高度使设备保持水平稳定。安装地点应注意设备操作、维护和修理的必要空间。
五、设备细节
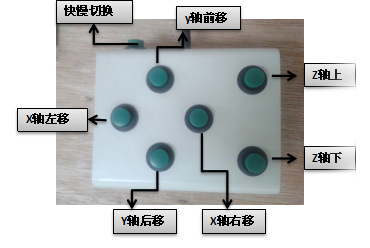
【1、产品外形各部分名称】
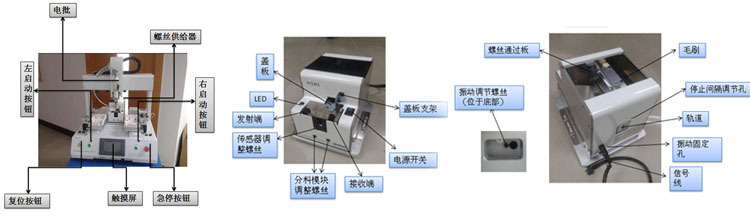
【2、螺丝供给器调校】
1、 毛刷调节装载螺丝后,打开及关闭电源将毛刷调至轨道附近,并观察及调节毛刷高度使轨道上的螺丝与毛刷有轻微接触。
2、调节螺丝通过板
观察及调节螺丝通过板高度使其略高于螺丝帽;
3、传感器调节
当螺丝位于传感器发射端与接收端中间时,机器感应到螺丝分料盘停止转动,LED灯亮;当没有感应到螺丝时,分料般持续转动,LED灯灭,并观察及调节传感器高度(传感器调整螺丝);
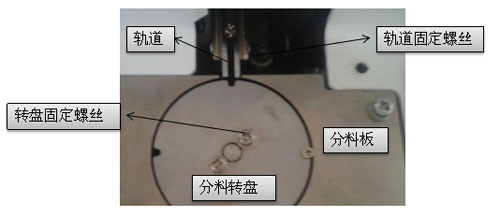
4、轨道有分料模块调节(最关键的地方) 如图所示,轨道与分料板及分料盘之间保持有一定的间隙,在分料盘旋转时,如轨道与分料盘撞击,将会出现分料盘反复正反转的现象;如该间隙过大,螺丝则可能卡在间隙处或落入机器内问。轨道如与分料板有接触,则摩擦增大即使调大振动,螺丝亦输送不畅。
a、松开轨道固定螺丝(轨道调节孔处);
b、将轨道推拉至合适位置;
c、 固定轨道;
d、松开分料模块固定螺丝,将分料模块左右、上下移动,使分料板不与轨道有接触,同时分料盘面与轨道面相平或略低,且轨道出口正对分料盘缺口;
e、固定分料模块
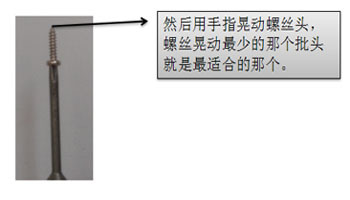
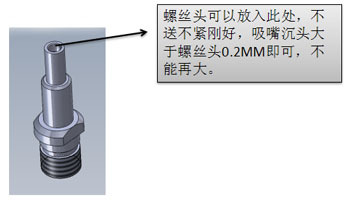
【3、吸嘴和批头选型和更换】
1、找到各型号的电批头,然后将螺丝放入批头的十字槽口。 2、选择适合的吸嘴。
【4、吸取位置的设置】
1、调校好螺丝供给器和电批头后,吸取位置的设置,在主页面点击设置按键后,点击其他设置按键。

2、将调试手柄和设备连接
3、设置步骤:
a、启动螺丝供给器,将螺丝送出来。
b、通过调试手柄和螺丝供给器位置将吸嘴调整到螺丝的上方,螺丝和吸嘴同心。
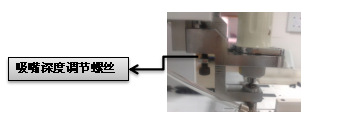
c、吸嘴下降高度超过转盘0.3MM最佳。 4:长按“吸取位置”按钮保存当前吸取位置。
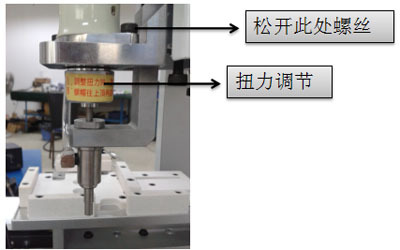
d、点击吸取按键,观察吸取状态。螺丝吸取后必须在转动。如果螺丝吸取后不转需要调节螺丝,务必调整到螺丝转动,调整好后将调节螺母拧紧。 e、将吸嘴里面的螺丝取出再点击释放,然后多次吸取看是否稳定。
六、自动打螺丝机操作说明
1、运行准备
① 请合上主电源开关。
② 观察气压是否足够。
③ 请按运行准备按钮。
④ 伺服电机复位(自动),从而保证行走精度。
2、手动操作
人工将产品放入夹具内,然后按启动键开始螺丝的自动锁附,锁附完胜后到取料位置由下工位人员取出产品,夹具回到放料位置即可。
3、自动操作
人工将产品放入夹具内,按启动键开始锁附,锁附完成到取料位置由下工位人员取走产品后夹具回到放料位置,再放入下一产品,此时不需要按启动键,机器自动开始锁附。
4、报警解除说明
① 遇异常请按“急停”按钮。
② 请按“复位”按钮。
③ 电机、气缸自动复位。
④ 确认都在原位置后,重新启动。
5、安全操作说明
① 启动步进开关后,不要将手伸入机器范围。
② 机器运行过程没有异常不要触摸触摸屏和按键。
③ 不要按动急停以外的其它按钮或开关。
④ 不使用机器时请关掉电源。
七、产品的保养及注意事项
1、设备的保养
① 定期清洁真空发生器过滤网.
② 定期清洁电批真空吸嘴.
③ 定期清洁螺丝供给器灰尘,添加润滑机油。
④ 定期清洁设备灰尘,运动模组添加润滑机油
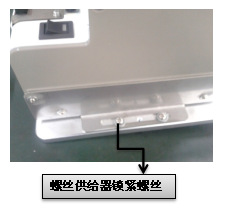
⑤ 定期检查设备各连接螺丝是否松动,螺丝紧固。
2、注意事项
① 请使用正确的电压,输入电压误差范围应在±10V以内且保证机器应正确接地,防止机器漏电造成伤害。
② 对自动打螺丝机做任何调整时,一定要先关闭电源、气源,并拔掉插头以维护安全,非操作人员靠近,避免危险。
③ 定时做好设备清洁,并切记在关气关电状态再执行此动作。
④ 检查电批扭力是否适合当前锁螺丝扭力范围,用扭力计重新测试扭力.
八、常见故障及排除方法
1、螺丝吸取不上或者漏锁螺丝
① 检查螺丝供给器有无送螺丝,手取螺丝看是否正常工作
② 检查真空是否减弱,打开X轴后盖钣金,取出真空发生器进行清理
③ 检查螺丝吸取位置是否发生偏移,进入“其他设置”重新设定吸取位置
④ 观察螺丝感应器是否灯亮,如果有螺丝不亮,表示感应异常

2、产品螺丝锁附滑牙
① 检查电批扭力是否适合当前锁螺丝扭力范围,用扭力计重新测试扭力
② 检查锁附速度是否偏小,可适当加大试锁观察其锁附效果。
③ 观察锁附位置是否偏小,可适当加大当前步骤的锁附位置试锁。
3、螺丝锁附浮高
检查程序中步骤设定中的锁定高度是否到达螺丝实际锁定位置,锁附速度参数设置是否正确。
4、锁螺丝位置偏移。
检查程序中每个座标点位置是否准确,选取座标校正功能,重新校正座标
5、设备死机
① 检查程序参数设定是否正确,确认无误后重启设备
② 检查电源是否出现异常。
九、产品样式
电话
135 3717 6848
0769-22360500
0769-86184768
0769-86112831
0769-22360501
0769-22360502
公众号

微信公众号










 坚成手机站
坚成手机站
